
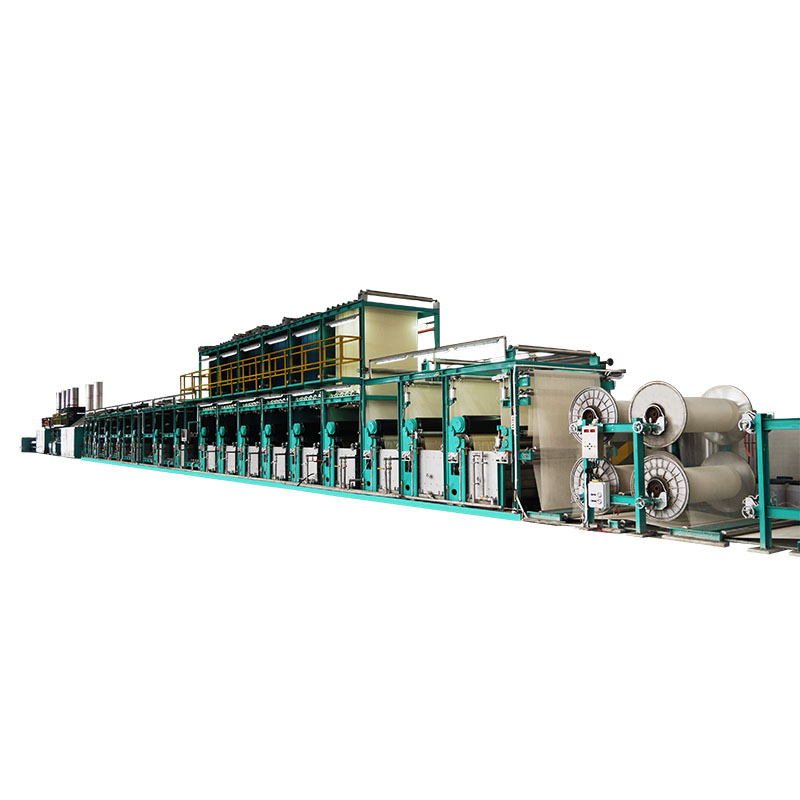
Kiinan Indigo Slasher -värjäysvalikoiman toimittaja
Tekniset tiedot
| 1 | Koneen nopeus (värjäys) | 6 - 36 M/min |
| 2 | Koneen nopeus (mitoitus) | 1 - 50 M/min |
| 3 | Tuuletuspituus | 32 M (tyypillinen) |
| 4 | Akun kapasiteetti | 100-140 M |


Beam Creels
Ominaisuudet
| 1 | Värjäys + mitoitus |
| 2 | Tehokas tuotanto |
| 3 | Minimi langan katkeaminen |
| 4 | Useita tuotantotiloja |
| 5 | Pitkälle automatisoitu tuotanto |

Palkin jarru

Sähkökaappi osittainen näkymä
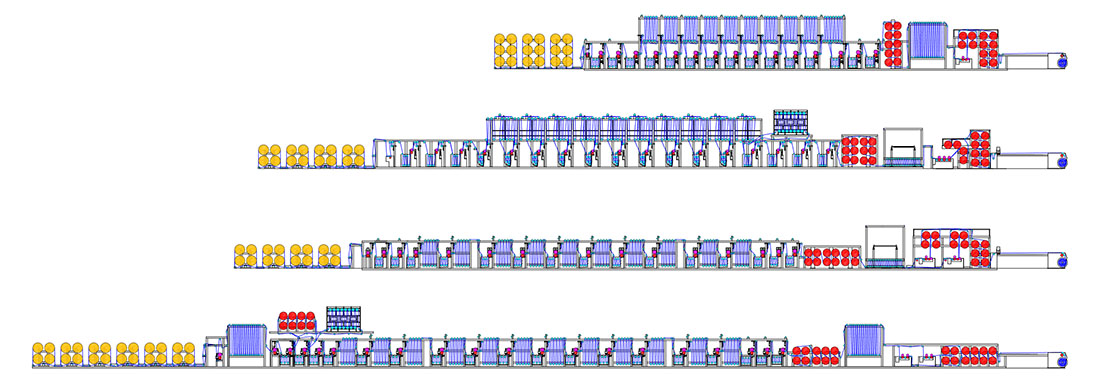
Slasher-indigovärjäyksen periaatteet
1. Lanka valmistetaan ensin (palloloimikoneella köyden värjäystä varten, suoraloimikoneella slasher-värjäystä varten) ja aloitetaan palkin teloista.
2. Esikäsittelylaatikot valmistelevat (puhdistamalla ja kastelemalla) langan värjäystä varten.
3. Värilaatikot värjäävät langan indigolla (tai muun tyyppisellä väriaineella, kuten rikillä).
4. Indigo pelkistetään (toisin kuin hapettuminen) ja liuotetaan värihauteeseen leuko-indigon muodossa alkalisessa ympäristössä, jolloin pelkistysaine on hydrosulfiitti.
5. Leuco-indigo sitoutuu lankaan värikylvyssä ja saatetaan sitten kosketukseen hapen kanssa tuuletuskehyksessä, leuko-indigo reagoi hapen kanssa (hapettuminen) ja muuttuu siniseksi.
6. Toistuvat upotus- ja tuuletusprosessit antavat indigon vähitellen kehittyä tummemmaksi.
7. Jälkipesulaatikot poistavat langan ylimääräiset kemikaalit, tässä vaiheessa voidaan käyttää myös muita kemiallisia aineita eri tarkoituksiin.
8. Mitoitus tehdään heti värjäyksen jälkeen samalla koneella, lopulliset palkit ovat valmiita kudottavaksi.
9. Tuottavuuden kannalta slasher-värjäyssarjalla on yleensä noin puolet 24/28 köysien värjäysalueen tuotantokapasiteetista.
10. Tuotantokapasiteetti: Noin 30000 metriä lankaa slasher-värjäysalueella.

Päätuki

Mitoituslaatikko

Jaettu vyöhyke

Näkymä ylhäältä slasher-värjäyskoneesta


Automaattinen jännityksen säätö

Endress+Hauser Virtausmittari

Yläarkki ja alalevy




