
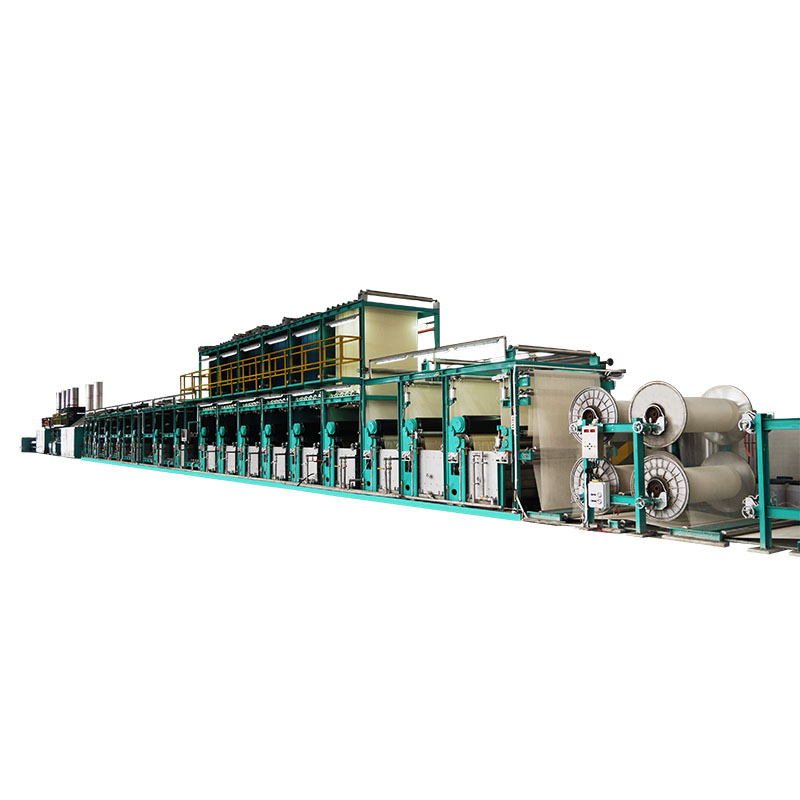
Kiinalainen Indigo Slasher -värjäysalueen toimittaja
Tekniset tiedot
| 1 | Koneen nopeus (värjäys) | 6 ~ 36 m/min |
| 2 | Koneen nopeus (mitoitus) | 1 ~ 50 m/min |
| 3 | Tuuletuspituus | 32 miljoonaa (tyypillinen) |
| 4 | Akkukapasiteetti | 100 ~ 140 metriä |


Puomikorit
Ominaisuudet
| 1 | Värjäys + Mitoitus |
| 2 | Tehokas tuotanto |
| 3 | Langan minimaalinen katkeaminen |
| 4 | Useita tuotantotiloja |
| 5 | Pitkälle automatisoitu tuotanto |

Palkkijarru

Sähkökaappi osittainen näkymä
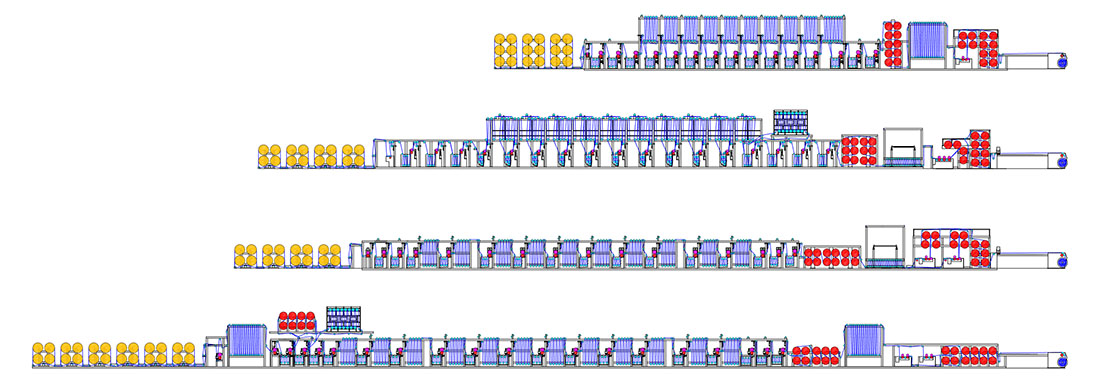
Slasher-indigovärjäyksen periaatteet
1. Lanka valmistellaan ensin (palloloistekoneella köyden värjäystä varten, suoraloistekoneella viiltovärjäystä varten) ja aloitetaan lankarullista.
2. Esikäsittelylaatikot valmistelevat (puhdistamalla ja kostuttamalla) langan värjäystä varten.
3. Värjäyslaatikot värjäävät langan indigolla (tai muilla väriaineilla, kuten rikillä).
4. Indigo pelkistetään (toisin kuin hapettumalla) ja liuotetaan värikylpyyn leukoindigon muodossa emäksisessä ympäristössä, jossa hydrosulfiitti toimii pelkistävänä aineena.
5. Leukoindigo sitoutuu lankaan värjäyskylvyssä ja joutuu sitten kosketuksiin hapen kanssa tuuletuskehyksessä, jolloin leukoindigo reagoi hapen kanssa (hapettuu) ja muuttuu siniseksi.
6. Toistuvat kastelu- ja tuuletusprosessit antavat indigon vähitellen kehittyä tummemmaksi.
7. Pesun jälkeiset laatikot poistavat langasta ylimääräiset kemikaalit. Tässä vaiheessa voidaan käyttää myös muita kemikaaleja eri tarkoituksiin.
8. Mitoitusprosessi tehdään heti värjäyksen jälkeen samalla koneella, lopulliset palkit ovat valmiita kudontaa varten.
9. Tuottavuuden kannalta viiltovärjäyslaitoksen tuotantokapasiteetti on yleensä noin PUOLET 24/28 köyden värjäyslaitoksen tuotantokapasiteetista.
10. Tuotantokapasiteetti: Noin 30000 metriä lankaa värjäyslaitteella.

Vetopää

Kokolaatikko

Jaettu alue

Ylhäältä katsottuna viiltovärjäyskone


Automaattinen jännityksen säätö

Endress+Hauser-virtausmittari

Ylälevy ja pohjalevy
Tuotekategoriat
-

Automaattinen neulontafarkkujen käämityskone
-

Kiina Valmistus Toimittaja Viskoosi Spunlace Ei-...
-

300 kg 500 kg teollisuuslavanostin hydraulinen...
-

100% luonnonmukaista sekoitettua hamppulankaa kudontaan ja ...
-

Automaattinen kutistepakkauskangasrullien kone
-

100 % alkuperäinen tukkumyyntikäsityö ja ympäristöystävällinen...